


Högkvalitativ ERW Tube Mill linje



Produktionsbeskrivning
φ219×6.0 högfrekvent rak sömsvetsad rörproduktionslinje används huvudsakligen för att producera elektriska svetsade stålrör med φ60~φ219mm och väggtjocklek på 2,0~6,0 mm, och kan även producera fyrkantiga och rektangulära rör och specialformade rör som inte överstiger utbudet av runda rör.API 5L-rör kan tillverkas senaregenom att lägga till nödvändig utrustning.Produktionslinjen är designad och tillverkad på grundval av att smälta och absorbera liknande utrustning hemma och utomlands, i kombination med mitt lands nationella förhållanden, djärvt förnyande och lyssnande på användarnas åsikter i stor utsträckning.Utrustningen är ekonomisk, pålitlig och stabil.
Produktionsutbud
| Parametrar | Runt rör | Fyrkantigt rör | Rektangelrör |
| Rörstorlek | 88-219 mm | 90×90 – 170×170 mm | 40×60–200×100 mm |
| Tjocklek | 2,0-6,0 mm | ≤5,0 mm | ≤5,0 mm |
| Material | Varm- och kallvalsad, galvaniserat stål, svart stål Lågkolstål, låglegerat stål Stål | ||
| Fart | 10M/min~45M/min | ||
| Längd | 6-12m | ||
| Max.Spolens vikt | 15 ton | ||
Grundläggande parameter
| Lågkolstål och låglegerat stål | σB≤520mpa σS≤345mpa | |
| Stålspole | innerdiameter | φ650-φ710mm (fastställs senare) |
| Yttre diameter | φ1100–φ2000mm | |
| Rullvikt | ≤15 ton | |
| Remsbredd | 190-690 mm | |
| Elektrisk installerad kapacitet | ca 1200KVA | |
| Tryckluftskapacitet | 2m3/min 4-7Kg/cm2 | |
| Kylmedelskapacitet | 50 ton/timme | |
Obs: Installationen av produktionslinjeutrustning kräver att höjden på verkstaden (avståndet från toppen av kranbanan till marken) ska vara större än 6 meter, spännvidden är 18 meter och längden är 110 meter.Det rekommenderas att använda en 15T och 5T kran.
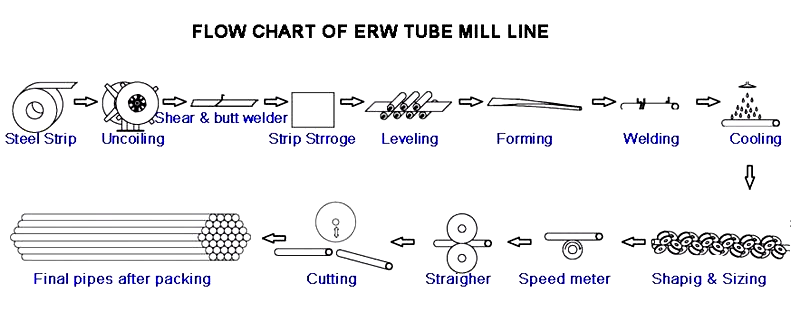
Produktionsprocess
Upprullning → rakt huvud, nypa utjämning → skärande stumsvetsning → gripare → formning, högfrekvenssvetsning, gradning, online-zinkpåfyllning, kylning, dimensionering, grov uträtning → dimensionering av flygande såg → inspektion och insamling → packning →Vägning→Märkning→Lagring
Utrustningsammansättning och huvudparametrar för varje maskin
| Användande | Den används för att ta emot remspolen, transportera den till decoilern och lyfta remspolen till mitten av spolhuvudet | ||
| Strukturera | Den består av materialställ, färdmekanism, oljecylinder, styrskena, etc. | ||
| Kapacitet | ≤15T | Vänta | Hydraulisk |
| Rörligt läge | Motor med cykloid reducerdrift | ||
| Användande | Används i kombination med avrullaren, dras stålbandshuvudet från avrullaren och skickas till utjämningsmaskinen för utjämning | ||
| Strukturera | Pressrullanordning, spadehuvudanordning, rakhuvudanordning | ||
| Bredd | 190–690 mm | Diameter | φ1100–φ2000mm |
Horisontell ackumulator
| Användande | Den används för att lagra bandstål, kontinuerligt mata rörsvetsmaskinen och säkerställa kontinuerlig produktion av rörsvetsmaskinen. | ||||||
| Bredd | 190–690 mm | Tjocklek | 2,0-6,0 mm | ||||
| Klassificering | Horisontell looper
| Genom klämmamatningsanordning, griparkroppsenhet, urladdningsanordning och elektrisk kontrollanordning | |||||
| Motor | 5,5KWx15 | Matningshastighet | Vmax=120 m/min | ||||
| Diameter | 7,0 m | Kapacitet | 28T | ||||
Huvudparameter
| Motor och huvuddrivsystem | Motorn antar DC-motor, modellkraft200Kw, 1000 rpm, två uppsättningar huvudreducerare |
| Reducerare | Växellådan drivs av konisk spiralväxel, materialet i vinkelväxeln är 20CrMnTi, uppkolad och kyld, och modulen är 14. Lådkroppen antar en underlådastruktur, vilket är bekvämt för underhåll. |
| Horisontellt rullställ (byte av rullbyte av portalsida utåt) | 1. Horisontell rullaxel diameter φ130mm, material 42CrMo, högfrekvent härdning 2. Rullens bottendiameter: 220 mm 3. Det finns en säkerhetskudde under den horisontella rullaxeln, som har funktionen av överbelastningssäkerhetsförsäkring, som kan skydda transmissionen och växellådan på reducern |
| Vertikalt rullstativ | vertikal rullaxel diameter φ80mm, material 40Cr, högfrekvent härdning |
| Pressa rulle | extrudering med fem valsar |
| Skrapande svetsning | manuellt snabblyft, kan justeras fram och tillbaka samt upp och ner, lätt att justera |
| Formning och dimensionering av drivaxeln | Steyr-drivaxeln |
| Produktionshastighet | 15–40m/min. |
|
Formningssektionsarrangemang:
| anti-hoppanordning vertikal matning med fem rullar: V HVHVHVHVVV HVHVH |
| Svetssektionsarrangemang | styrning, fem-vals extrudering, skrapa, polering, kylning |
| Sektionsarrangemang:
| VHVHVHVHVHVH 2 set varvräknarrullar med turkiska huvuden |





