


Högfrekvent rörsvetsverkslinje



Produktbeskrivning
Hhögfrekvent raksvetsad rörproduktionslinje används huvudsakligen för att producera elektriska svetsade stålrör med φ60~φ219mm och väggtjocklek på 2,0~6,0 mm, och kan även producera fyrkantiga och rektangulära rör och specialformade rör som inte överstiger utbudet av runda rör.API 5L-rör kan tillverkas senaregenom att lägga till nödvändig utrustning.Produktionslinjen är designad och tillverkad på grundval av att smälta och absorbera liknande utrustning hemma och utomlands, i kombination med mitt lands nationella förhållanden, djärvt förnyande och lyssnande på användarnas åsikter i stor utsträckning.Utrustningen är ekonomisk, pålitlig och stabil.
Grundläggande parameter
| Lågkolstål och låglegerat stål | σB≤520mpa σS≤345mpa | |
| Stålspole | innerdiameter | φ650-φ710mm (fastställs senare) |
| Yttre diameter | φ1100–φ2000mm | |
| Rullvikt | ≤15 ton | |
| Remsbredd | 190-690 mm | |
| Elektrisk installerad kapacitet | ca 1200KVA | |
| Tryckluftskapacitet | 2m3/min 4-7Kg/cm2 | |
| Kylmedelskapacitet | 50 ton/timme | |
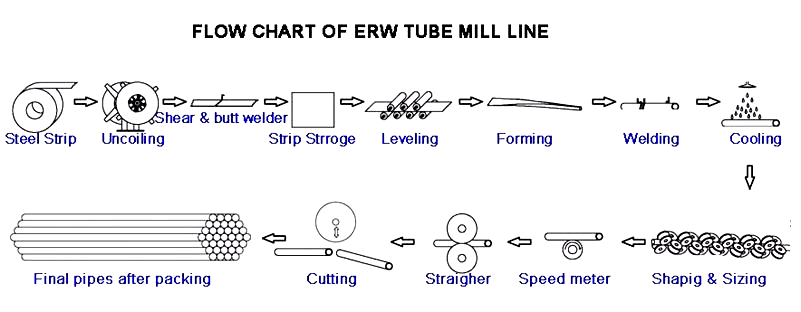
Produktionsprocess
Upprullning → rakt huvud, nypa utjämning → skärande stumsvetsning → gripare → formning, högfrekvenssvetsning, gradning, online-zinkpåfyllning, kylning, dimensionering, grov uträtning → dimensionering av flygande såg → inspektion och insamling → packning →Vägning→Märkning→Lagring
Svetsrör Mill linjesammansättning och huvudparametrar för varje maskin
1. Matningsvagn
| Användande | Den används för att ta emot remspolen, transportera den till decoilern och lyfta remspolen till mitten av spolhuvudet | ||
| Strukturera | Den består av materialställ, färdmekanism, oljecylinder, styrskena, etc. | ||
| Kapacitet | ≤15T | Vänta | Hydraulisk |
| Rörligt läge | Motor med cykloid reducerdrift | ||
2.Uncoiler
| Användande | För att hänga och stödja bandspolar för att tillhandahålla råmaterial till produktionslinjer | |||
| Kapacitet | ≤15T | Bromsmetod | Pneumatisk broms, magnetventilstyrning | |
| Uncoiler | Hydraulisk expansion och kontraktion | Hydraulisk expansion och sammandragning med enkel kon | ||
3.Rätningsmaskin
| Användande | Används i kombination med avrullaren, dras stålbandshuvudet från avrullaren och skickas till utjämningsmaskinen för utjämning | ||
| Strukturera | Pressrullanordning, spadehuvudanordning, rakhuvudanordning | ||
| Bredd | 190–690 mm | Diameter | φ1100–φ2000mm |
4. Nypmatnings- och utjämningsmaskin
| Användande | Utjämning av stålbandet från avrullaren och riktningsmaskinen vid huvudet och bakdelen och levererar stålbandet till klippstumsvetsmaskinen | ||
| Strukturera | Sammansättning av klämvals, utjämningsvals och transmissionsanordning | ||
| Bredd | 190–690 mm | Diameter | φ1100–φ2000mm |
Rörfräslinje av arbetsstycke






